
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




Нагружайте стабильные сварные гайки Т-образного типа
Устойчивые к нагрузке сварные гайки Т-образного типа обеспечивают превосходную устойчивость к вибрации и ослаблению по сравнению со многими другими типами гаек после сварки. Качественное производство, поддерживаемое проверенными производителями, является центральным элементом Xiaoguo®, обеспечивая соответствие продукции международным стандартам.
Модель:JIS B1196-3.2-1994
Отправить запрос
Описание продукта
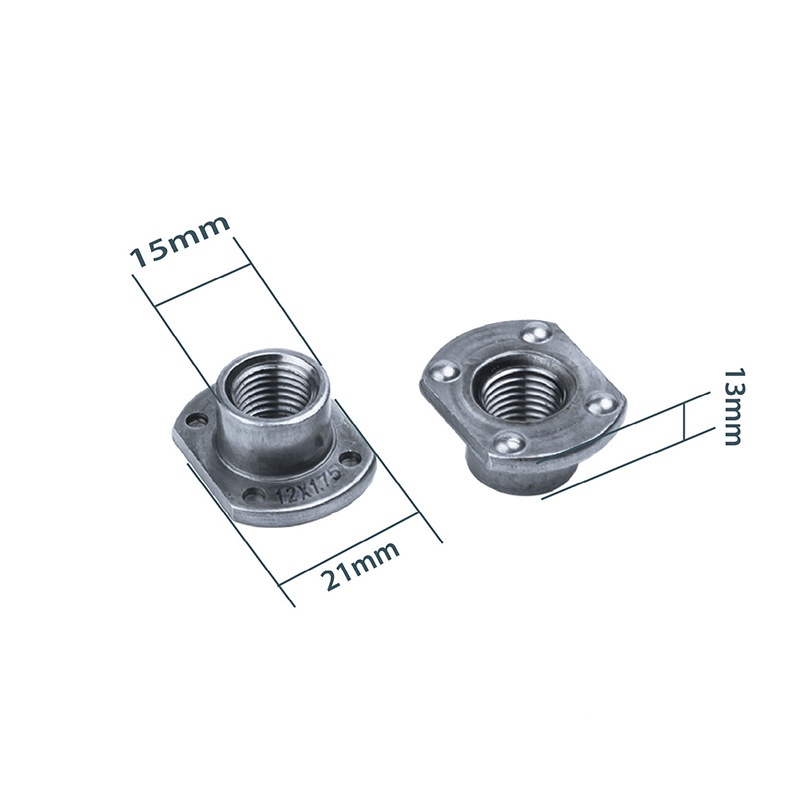
В отличие от болтов, доступ к которым необходим с обеих сторон, устойчивым к нагрузкам сварным гайкам Т-образного типа требуется доступ только с одной стороны — как для сварки, так и для последующей установки крепежных деталей. Это очень полезно для закрытых деталей или коробчатых секций.
Кроме того, большой фланец помогает герметично прилегать к листовому металлу. Если перед сваркой нанести герметик или прокладки на поверхность фланца, эти гайки помогут сформировать плотное и герметичное соединение.
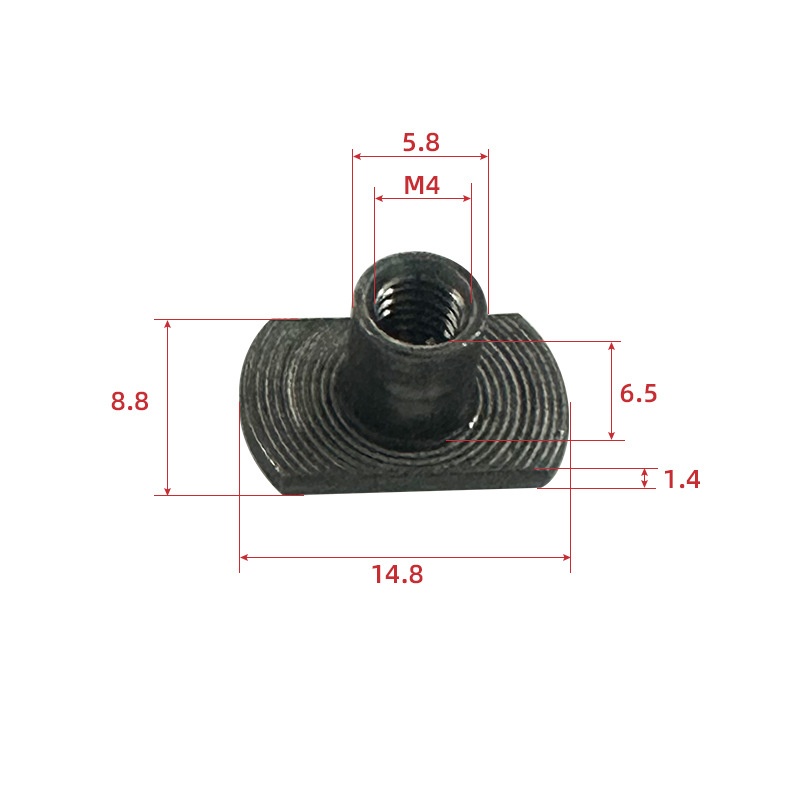
| Пн. | М4 | М5 | М6 | М8 | М10 | М12 |
| P | 0.7 | 0.8 | 1 | 1︱1,25 | 1,25︱1,5 | 1,5︱1,75 |
| ДК Макс | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| дк мин | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| с макс | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| с мин | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| Дс Макс | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| дс мин | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| к макс | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| К мин | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| час максимум | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| час мин | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 макс. | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| д0 мин | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 макс. | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 мин. | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Применимые сценарии:
Самым распространенным и дешевым материалом для устойчивых к нагрузкам сварных гаек Т-образного типа является низко- и среднеуглеродистая сталь, например AISI 1008, 1010, 1018. Этот вид стали хорошо подходит для сварки, имеет хорошую прочность, легко поддается формованию и не требует больших затрат.
Т-образные сварные гайки из углеродистой стали, устойчивые к нагрузкам, подходят для большинства обычных промышленных применений, как внутри, так и в местах с небольшой коррозией, особенно если они имеют защитное покрытие. Их прочностные свойства означают, что они могут выдерживать усилия сдвига и тяги, необходимые для сложных работ по креплению после приваривания.

Инструкции по установке:
Чтобы добиться максимальной прочности сварных гаек Т-образного типа, устойчивых к нагрузкам, вам необходимо контролировать параметры сварки — ток, время, давление — точно так, как указано для материала и толщины гайки.
Очень важно правильно подготовить поверхность: чистую, без масла на металле. Сама конструкция помогает фокусировать сварочный ток через выступ, но ключевым моментом является правильная настройка аппарата и уверенность операторов в том, что они делают. Таким образом вы получаете стабильные и прочные сварные швы на каждой гайке Т-образного типа.
Горячие Теги: Стабильные приварные гайки Т-образного типа, Китай, Производитель, Поставщик, Фабрика
Связанная категория
Шестигранная гайка
Квадратная гайка
Шестигранная фланцевая гайка
Контргайка
Колпачковая гайка
Шестигранная шлицевая гайка
Ручной винт гайки
Круглая гайка
Ступицы Гайки
Т-образная гайка
Тростниковый орех
Другие орехи
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.








