
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Экономия времени Зажимная гайка
Во время установки экономящая время зажимная гайка деформирует окружающий листовой металл, создавая надежную механическую блокировку. Xiaoguo® — надежный поставщик болтов, гаек и винтов.
Модель:QIB/IND CLA
Отправить запрос
Описание продукта
Чтобы правильно установить зажимную гайку, сэкономив время, вам понадобится совместимый пресс — может быть гидравлический, пневматический или сервоэлектрический — с хорошим контролем над тоннажем, а также правильно изготовленные инструменты (пуансон и штамп). Пуансон давит прямо на гайку, вбивая ее в листовой металл, расположенный над опорной полостью матрицы. Хорошо спроектированная матрица позволяет материалу контролируемо поступать в зажимные части гайки. Очень важно сохранять стабильность и согласованность сил. Если вы не примените достаточно силы, клинч будет слабым. Используйте слишком много, и вы можете повредить гайку или лист. И предварительно ничего прошивать не нужно.
Применимые сценарии:
Экономящие время зажимные гайки широко используются в отраслях, где необходимо эффективно соединять листовой металл. Вы найдете их в автомобилях — в панелях кузова, кронштейнах, деталях шасси. Они также используются в электронике, такой как корпуса, стойки и радиаторы. Системы HVAC также используют их в воздуховодах и агрегатах. Бытовая техника с ее рамами и корпусами, телекоммуникационные шкафы, мебель и освещение — во всех них используются зажимные гайки, позволяющие экономить время.
Любая работа, требующая прочной и надежной шпильки с резьбой, торчащей из листового металла (и сидящей заподлицо), хорошо выполняется с помощью зажимной гайки, позволяющей экономить время. Он заменяет громоздкие приварные гайки или незакрепленные крепления, что упрощает проектирование и производство.
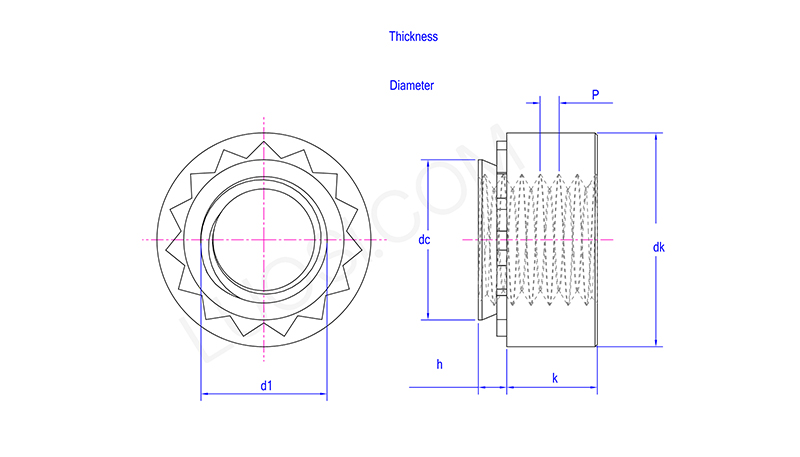
| Пн. | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| постоянный ток макс. | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| Диаметр монтажных отверстий мин. |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| Диаметр крепежных отверстий макс. |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| дк мин | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| ДК Макс | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| час максимум | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h кодер | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| к макс | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| К мин | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| Толщина монтажной пластины мин. |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
Антикоррозийная обработка:
Эти гайки часто подвергаются обработке поверхности, которая помогает им противостоять ржавчине и лучше выглядеть. К распространенным из них относятся цинкование — прозрачное, желтое или черное, цинк-никелевое покрытие, Geomet® (неэлектролитическое неорганическое покрытие) и пассивация нержавеющей стали. Покрытие должно выдерживать высокое давление в процессе заклинивания, не отслаиваясь.
Горячие Теги: Экономия времени клинч-гайка, Китай, Производитель, Поставщик, Фабрика
Связанная категория
Шестигранная гайка
Квадратная гайка
Шестигранная фланцевая гайка
Контргайка
Колпачковая гайка
Шестигранная шлицевая гайка
Ручной винт гайки
Круглая гайка
Ступицы Гайки
Т-образная гайка
Тростниковый орех
Другие орехи
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.








