
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


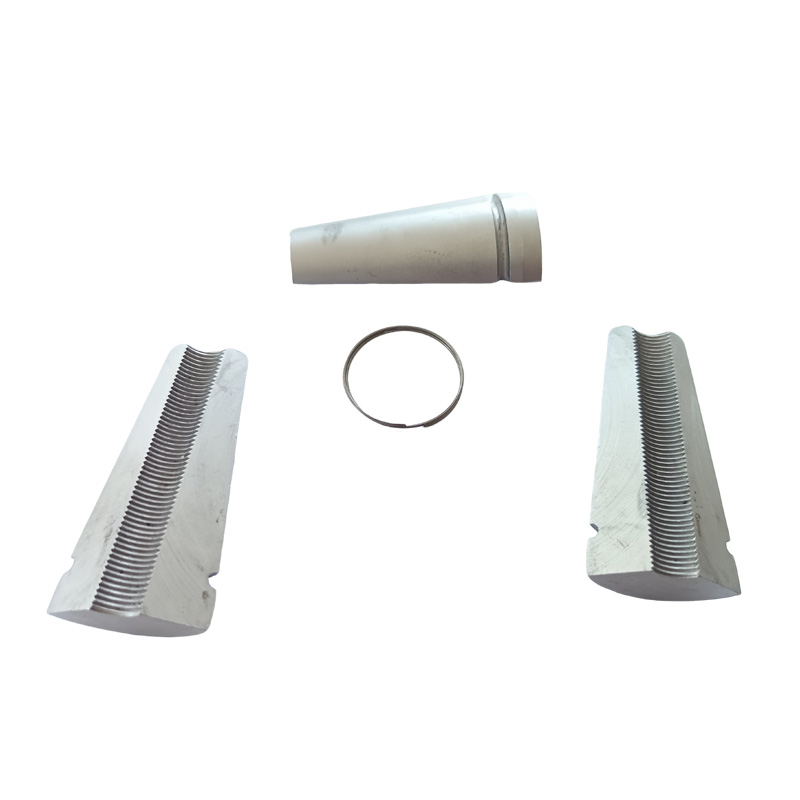
Холоднокованые натяжные клинья
Xiaoguo® позволяет настраивать рисунок поверхности зубьев холоднокованых клиньев натяжения. Он точно обрабатывается в соответствии с вашими требованиями для получения однородного рисунка зубьев, который может прочно вгрызаться в стальные тросы диаметром 12,7–17,8 мм. Даже когда сила натяжения достигает 2000 МПа, он не проскальзывает. Хотите такой товар?
Отправить запрос
Описание продукта
Материал
Выбор материалов холоднокованых клиньев для растяжения напрямую влияет на их конечные характеристики, особенно на баланс между износостойкостью поверхности и прочностью сердцевины.
Общие материальные системы:
(1) 20CrMnTi (предпочтительно)
Будучи низкоуглеродистой легированной сталью, она является предпочтительным материалом для изготовления высокопрочных предварительно напряженных клиньев. Его основное преимущество заключается в способности достигать чрезвычайно высокой твердости и износостойкости на поверхности посредством процессов цементации или совместной углеродно-азотной цементации, сохраняя при этом хорошую ударную вязкость внутри клиньев холодной ковки после натяжения.
(2) сталь 40Cr/45#
Эти два материала обеспечивают баланс между производительностью и стоимостью и подходят для сценариев с умеренными требованиями к прочности.
(3)Другие материалы
В системе американского стандарта также используются такие материалы, как AISI C12L14, C11L17, 40Cr и C45.

Требования к ремеслу
Холодная ковка — это основной процесс производства холоднокованых клиньев для растяжения, который не только обеспечивает высокую точность, но и значительно повышает эффективность производства и использование материала.
【1】Основной производственный процесс
(1)Холодная высадка/холодная экструзия: основной процесс включает использование машины холодной высадки или пресса для экструзии и придания формы металлической заготовке при комнатной температуре.
(2)Процесс формовки: Производственный процесс обычно включает в себя такие этапы, как «резка материала → формирование плоского пуансона → многопозиционная формовка холодной высадкой», и может производить базовую форму клиньев после натяжения холодной ковки в один или несколько этапов.
(3)Преимущество процесса: процесс холодной ковки имеет чрезвычайно высокий коэффициент использования материала, обычно достигающий более 85%, а передовые методы могут достигать даже 99%.
【2】Точность обработки ключей:
(1) Шероховатость поверхности: Шероховатость основных сопрягаемых поверхностей, таких как конусные отверстия анкерной пластины, чрезвычайно высока. Обычно значение Ra для конических отверстий составляет 0,8, а для остальных деталей — 3,2, чтобы обеспечить самоблокирующуюся функцию.
(2) Допуск на размер: отклонение диаметра анкерной пластины должно быть в пределах ± 0,5 мм, а погрешность угла конуса должна быть в пределах ± 0,3 °.

Часто задаваемые вопросы
(1)Отвечает ли материал холоднокованых напряженных клиньев требованиям по низкотемпературной вязкости (например, -40°C)?
А: Да. Наш материал прошел испытание на удар при низкой температуре -40°C с энергией удара ≥ 27 Дж (в соответствии со стандартом GB/T 229).
(2) Каковы преимущества холодной ковки перед традиционной горячей ковкой или механической обработкой?
A: Холодная ковка (холодная высадка/холодная экструзия) формируется при комнатной температуре и имеет три основных преимущества:
①Высокий коэффициент использования материала
②Высокая точность размеров
③Хорошее качество поверхности
(3)Какая обработка поверхности применяется?
Стандартная обработка поверхности – фосфатирование + масляное покрытие (базовое антикоррозионное покрытие).
Для сред с высокой степенью коррозии можно выбрать такие варианты, как покрытие Dacromet или цинк-никелевый сплав.
Горячие Теги: Холоднокованые натяжные клинья, Китай, Производитель, Поставщик, Фабрика
Связанная категория
Горячеоцинкованная стальная проволока
Оцинкованная стальная проволока для оптических кабелей
Стальные пряди
Круглый трос
Стальной трос для самолетов
Трос из нержавеющей стали
Захватный клин
Анкоридж Гриппер
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.








